

Как собрать листогибочный станок? С чего начать? Какой материал для этого нужен? На эти и другие вопросы нам ответит мастер-самодельщик с ником Customfabricated на основании своего опыта. В этой статье не будет подробной инструкции сборки, но есть некоторые интересные детали, которые пригодятся при проектировании и изготовлении листогибочных прессов и других станков.
Инструменты и материалы*:
-Профильная труба 4 x 6 x 1/4 дюйма — для основной рамы;
-Профильная труба 2 x 3 x 3/16 дюйма — для ферм и связки;
-Швеллер 5 дюймов x 6,7 фунта для верхней горизонтальной балки основной рамы и нижней губки;
-Профильная труба 3 x 3 x 1/8 дюйма — для нижних распорок;
-Профильная труба 2 x 2 x 1/8 дюйма — для нижних распорок;
-Профильная труба 2 x 6 x 3/16 — для основания станка;
-Полоса 4 x 1/2 дюйма — для основной рамы;
-Полоса 5 x 1/2 дюйма — для сборки гибочного ножа;
-Полоса 4 x 3/4 дюйма — для верхней губки;
-1,5-дюймовая арматура — для нижней губки;
-Стальные листы 1/8 дюйма и 1/4 дюйма;
-Шпилька 1/2 дюйма;
-Болты + гайки;
-Пружины растяжения с усилием 186 фунтов;
-20 тонные пневматические домкраты;
-4-дюймовые стальные ролики;
Сварочный аппарат;
-Молоток;
-Рулетка;
-Зажимы;
-Маркер;
-УШМ;
-Фрезерный станок;
*Все размеры материала указаны в Английской системе мер и не были переведены в виду отсутствия многих точных размеров метрической системы. При повторении самоделки мастера сами определят, в большую или в меньшую сторону делать допуски. Для перевода можно воспользоваться конвертером.


Шаг первый: дизайн, расчеты
При проектировании листогибочного станка первый вопрос, это какую максимальную толщину и ширину стали необходимо согнуть?
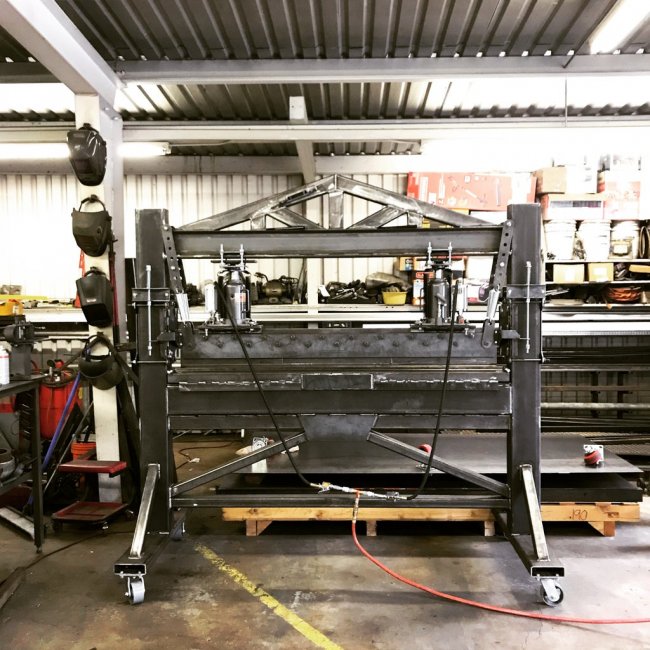
Мастеру нужно было согнуть сталь толщиной 3/16 дюйма (4,7 мм) на участке шириной 4 фута (121,92 см). В результате получился довольно большой станок.

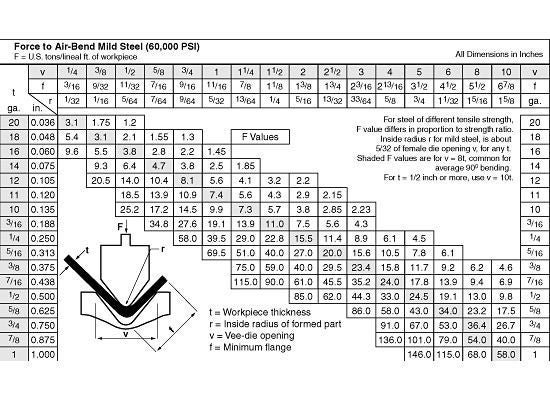
При расчетах использовалась таблица расчетов листогибочного пресса для простой стали. В левой части таблицы выбор толщины стали. В верхней части таблицы указаны варианты размера «v-образного сгиба» (для лучшего понимания см. иллюстрацию на диаграмме). В середине диаграммы показана сила в тоннах на погонный фут.
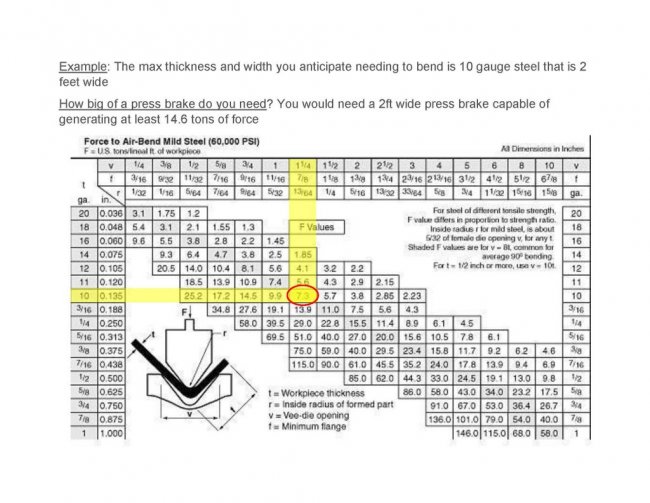
Как использовать эту диаграмму? Допустим, например, что максимальная толщина и ширина листа который нужно согнуть 10 калибра* и шириной 2 фута. Взгляните на левую часть диаграммы и найдите «10 калибр». Теперь взгляните на верхнюю часть таблицы и выберите размер «v-образного отверстия» (типичный размер v-образной матрицы для стали 10 калибра составляет 1,25 дюйма). Теперь посмотрите на центральную часть диаграммы и посмотрите, где эти два выбора пересекаются. График показывает, что для выполнения этого изгиба требуется 7,3 тонны на погонный фут. Поскольку нам нужно согнуть ширину в 2 фута, то потребуется 14,6 тонны силы.
В этом примере нам понадобится листогибочный пресс шириной 2 фута, способный создавать давление не менее 14,6 тонн. Обладая этой информацией, можно приступить к проектированию собственной машины.
*Единица толщины листов металла. Чем больше калибр, тем тоньше лист. 10-й калибр соответствует толщине листа в 0,1345 дюйма (3,416 мм). Увеличение номера калибра на 1 соответствует уменьшению толщины на 10%.
Перед проектированием, хорошо иметь базовое представление о том, как работают такие станки.
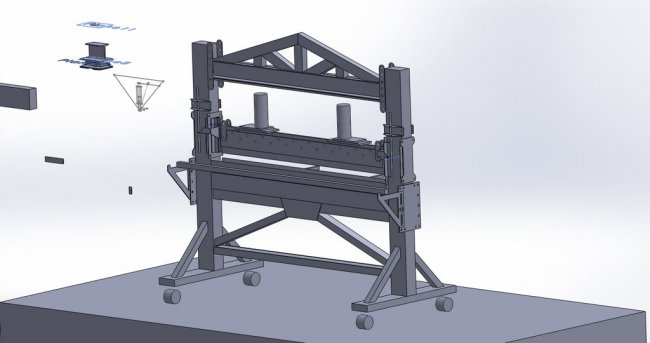
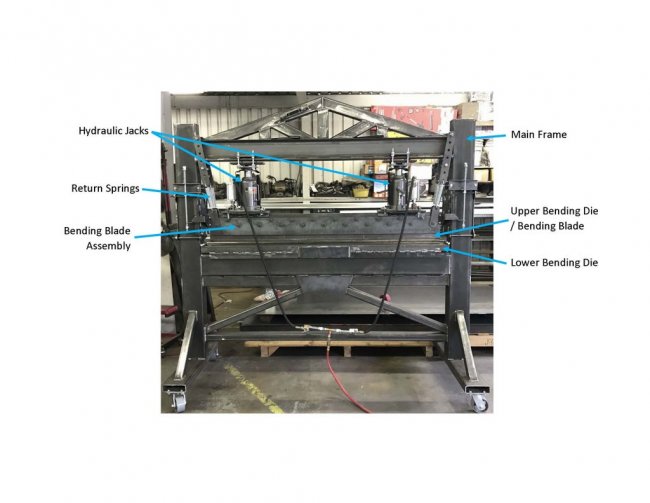
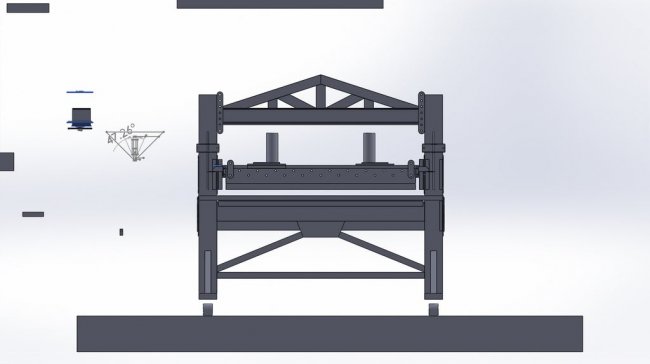
В листогибочном прессе нет ничего слишком научного. Прилагается эскиз, показывающий основные компоненты вместе с некоторыми деталями ниже:
Основная рама — основа станка. По сути, это не что иное, как прямоугольник, сделанный из каких-то массивных материалов. Из-за большого размера мастер добавил несколько ножек и колес.
Нижняя губка- также называемая «v-образная матрица». Заготовка будет вдавлена в «v-образную матрицу» для создания изгиба.
Верхняя губка — также называемая гибочным ножом. Гибочное лезвие будет давить на верхнюю часть заготовки и продавливать материал в «v-образную матрицу».
Узел гибочного ножа — это просто узел, который удерживает верхнюю губку. Он должен быть достаточно крепким, чтобы противостоять деформации при изгибе
Гидравлические домкраты — мускулы станка. Они создают силу, необходимую для изгиба. У мастера на станке установлены два домкрата, но в зависимости от требуемой мощности возможно и установка одного.
Возвратные пружины будут тянуть узел гибочного ножа вверх после завершения изгиба. Пружины должны обладать достаточной силой, чтобы поднять вес гибочного ножа в сборе.
Есть и другие конструкции подобны станков, но именно подобное устройство лучше всего соответствовал потребностям мастера.
В пользовании мастера имеется широкий выбор оборудования. Например, него есть фрезерный станок, который он использовал для фрезерования моих гибочных штампов. Но если такого станка нет, то можно сделать губку из металлического уголка и полосы или купить имеющуюся в продаже губку и адаптировать ее к своей конструкции.
Несколько примечательных особенностей авторского дизайна станка:
Регулируемое расположение гидравлических домкратов — домкраты перемещаются из стороны в сторону для оптимального позиционирования в зависимости от толщины и ширины обрабатываемой детали.
Регулируемые калибрующие стержни с пружинной компенсацией и регулировкой с обеих сторон обеспечивают постоянный и точный повторный изгиб. Пружины сжатия предотвращают повреждение измерительной системы в случае случайного превышения точки остановки — в качестве альтернативы можно использовать две линейки, установленные с обеих сторон станка.
Гибочное лезвие, основная гибочная планка и нижние штампы, изготовленные из холоднокатаного материала 1018. Он как правило, имеют более высокую твердость, чем заготовка.
Узел нижней губки с регулируемой шириной с использованием двух холоднокатаных арматур диаметром 1,5 дюйма.
Гидравлические домкраты соединены вертикально друг с другом для одновременной работы, но также могут управляться индивидуально для регулировки уровня.
Адаптируемая, регулируемая, модульная и легко ремонтируемая конструкция с минимальным сварочным креплением деталей к основной раме, упрощает модификации и ремонт в будущем
Шаг второй: рама
Используя подробный проект и список деталей вырезает заготовки для основного каркаса. Все остальные части можно вырезать позже.
На фотографиях, представленных ниже, мастер отрезает профильную трубу и швеллер. Сваривает два швеллера вместе.





Сборку мастер производит на ровном листе металла.

Сваривает нижнюю часть рамы.


Для усиления приваривает укосины.


Приваривает ноги и поперечные балки.



После сварки рамы необходимо еще раз проверить углы соединения деталей.




Шаг третий: пластины
Пластины мастер вырезает с помощью плазмы. Нужны следующие детали
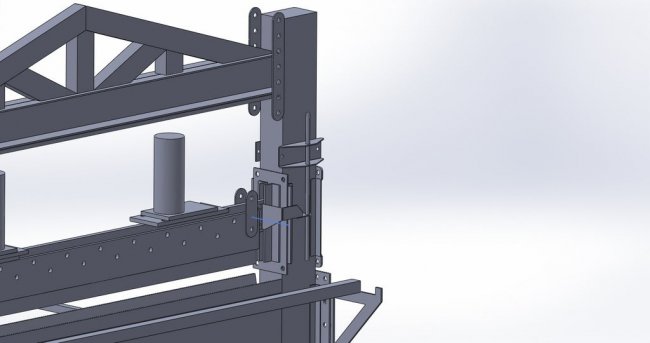
Вертикальные направляющие для гибочного ножа в сборе — 2 шт. Удерживают гибочный нож в вертикальном и устойчивом положении, пока он опускается гидравлическими домкратами.
Пружинные опоры — 4 верхних и 4 нижних опоры помогают прикрепить пружины растяжения к основной раме и к узлу гибочного ножа
Пластины распределения нагрузки — 4 шт. Помогают распределять вверх и вниз нагрузку гидравлических домкратов.
Пластины, удерживающие домкрат — 4 шт. Фиксируются вокруг верхней подушки гидравлических домкратов.





Шаг четвертый: нижние губки
Нижняя губка сделана из 5-дюймового швеллера и круга диаметром 1,5 дюйма. Круг находятся внутри швеллера, а для регулировки расстояния между арматурой используются прокладки.

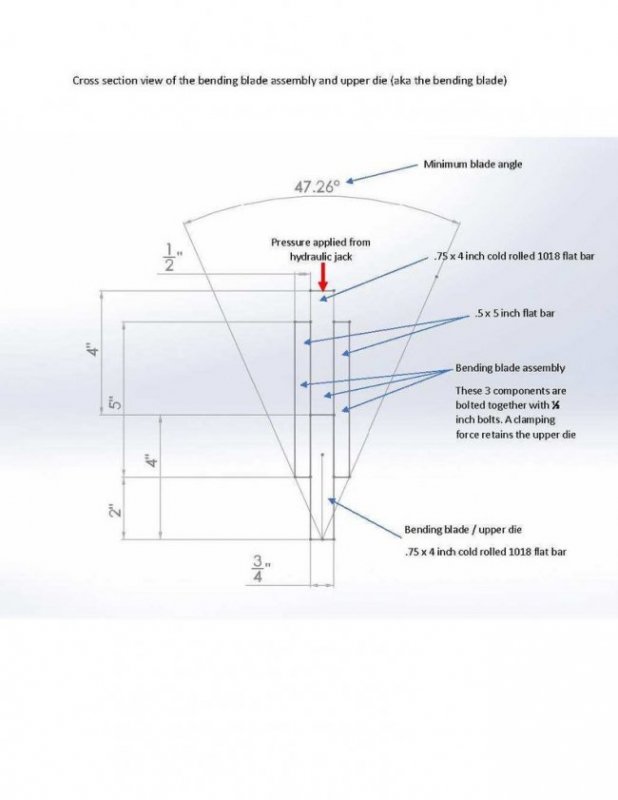
Шаг пятый: верхняя губка или гибочный нож
Это деталь, на которой крепится верхняя губка. Узел изготавливается из холоднокатаной полосы 0,75 x 4 дюйма и горячекатаной полосы 0,5 x 5 дюймов. Равномерно расположенные болты соединяют все три части вместе. Отверстия сверлились на фрезерном станке. Только этот узел гибочного ножа весит примерно 130 кг.
Этот узел разработан для простой и эффективной установки и снятия штампов гибочного ножа. Мастер просто откручиваю болты и секции гибочного ножа снимаются.




Верхняя губка сделана из полосы толщиной 0,75 дюйма и шириной 4 дюйма. С одной стороны губки фрезером сделана заточка.
Исходя из геометрии, минимально достижимый угол лезвия составляет 47,26 градуса, в этот момент обрабатываемая деталь начинает сталкиваться с узлом гибочного лезвия. Таким образом, мастер настроил фрезу на обработку под углом 24 градуса с обеих сторон лезвия.
В дальнейшем губка будет разрезана на секции для увеличения возможностей станка.



Шаг шестой: сборка
Все детали подготовлены и мастер перед сборкой проверяет комплектность.


Основные этапы сборки станка следующие:
Нижняя губка просто устанавливается на раму
Вертикальные направляющие гибочного ножа — крепятся к раме (по одной с каждой стороны станка)
Узел гибочного ножа — он подвешен на четырех пружинах растяжения
Гидравлические домкраты крепятся к верхней двутавровой балки.
Верхняя губка просто вставляются в фиксирующий паз и фиксируются на месте путем затягивания болтов вдоль узла гибочного лезвия.







Шаг седьмой: регулировка изгиба
Листогибочные прессы, имеющиеся в продаже, обычно имеют несколько ключевых особенностей:
Можно настроить пресс на остановку под определенным углом изгиба или использовать плашки с фиксированным углом для создания повторяемых определенных изгибов.
Гибочное лезвие будет оставаться в горизонтальном положении, когда оно опускается во время изгиба. Обычно это достигается с помощью электронных систем управления с обратной связью, которые контролируют горизонтальность лезвия, или с помощью торсионной трубки, которая механически поддерживает уровень лезвия.
Данный пресс не имеет ни одной из этих функций. Вместо этого мастер добавил следующее:
Чтобы добиться выполнения одинаковой операции, он разработал систему измерительных стержней. Это механическая система, которая позволяет ему устанавливать точку остановки губки. Пружины сжатия предотвращают повреждение в случае случайного превышения точки остановки. Регулируемая гайка в нижней части шпильки служит точкой остановки.
Пузырьковый уровень служит для контроля деформации губки.



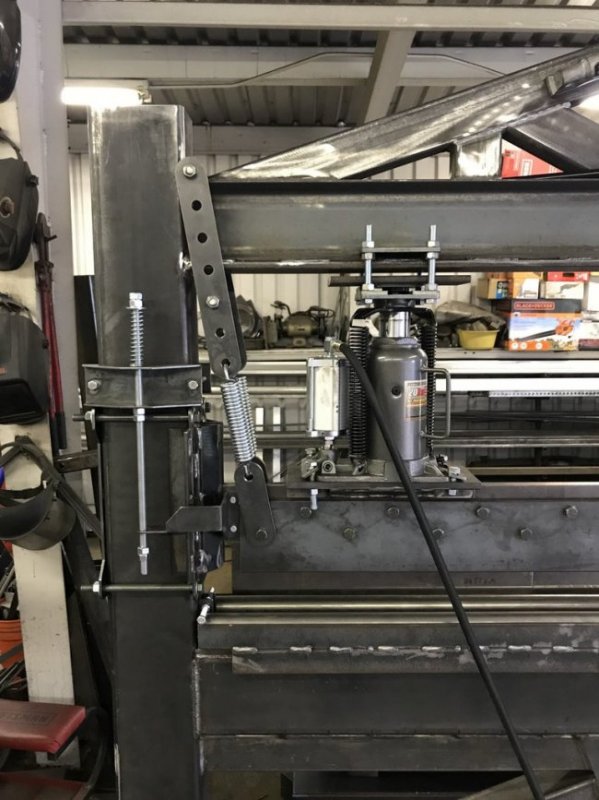
Вот фото готового пресса.


Шаг восьмой: испытания пресса
После изготовления пресса мастер приступает к испытаниям. Как уже говорилось ранее, на прессе установлены два пневматических домкрата. Переключая кран можно задействовать один домкрат или оба сразу.





На проектирования и постройку листогибочного пресса мастер потратил около 4 недель. Общая стоимость всех материалов и деталей составила около 1000 долларов. Вес станка около 550 кг.


Источник (Source)
Источник: https://usamodelkina.ru/



Average Rating