Изготовление изделий литьем с учетом современных материалов стало делом вполне доступным, довольно простым и малозатратным. Рассмотрим вариант с использованием полиуретана для заливки и силикона для создания формы.
Понадобится
Для работы мы будем пользоваться вполне доступными и недорогими материалами и изделиями:
- силиконом «ЭЛАСТОЛЮКС-М» для изготовления формы;
- силиконом «ЭЛАСТОФОРМ» для изготовления подложки;
- разделителем на основе керосина или вазелина;
- гнетом для формы общим весом 1 кг;
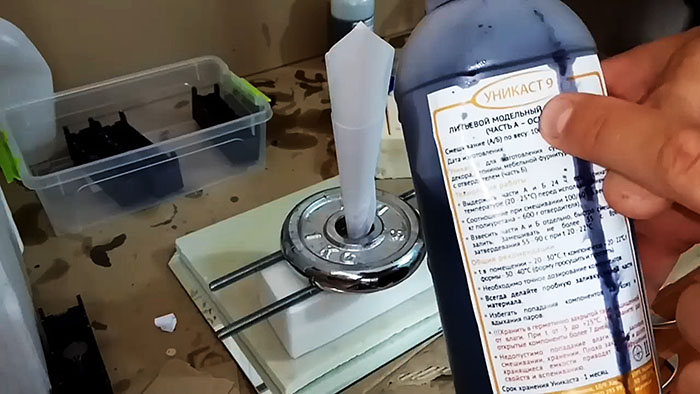
- литьевым полиуретаном «УНИКАСТ 9» (основа, часть А);
- затвердителем (часть Б);
- прецизионными весами;
- пластиковым стаканом.
Технология отливки полиуретановых изделий в силиконовые формы
В первую очередь, необходимо распечатать мастер-модель с литниковой системой на 3D принтере. Или взять готовую деталь, которую необходимо повторить, приклеить зубочистки в роли литников. Она будет нужна для изготовления многоразовой силиконовой формы.

Для нее используем силикон, отличающийся высокой эластичностью и достаточной прочностью. Для подложки-основания толщиной 10-15 мм подойдет менее дорогой двухкомпонентный силикон типа «ЭЛАСТОФОРМ».
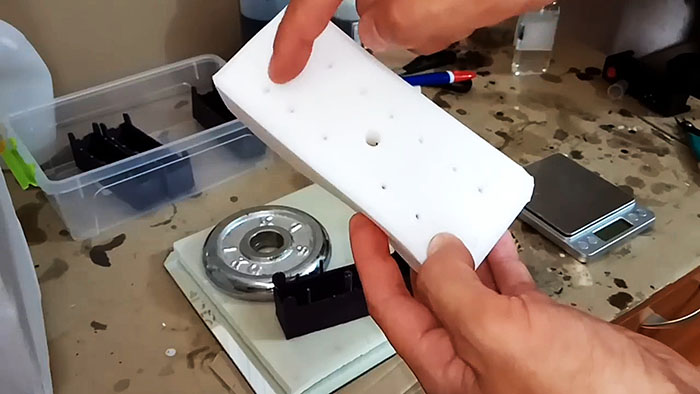
Сделанная силиконовая форма.

Как происходит процесс литья
Силиконовую форму ставим на подложку. Если она будет использоваться многократно, то ее периодически смазываем разделителем на основе керосина или вазелина.
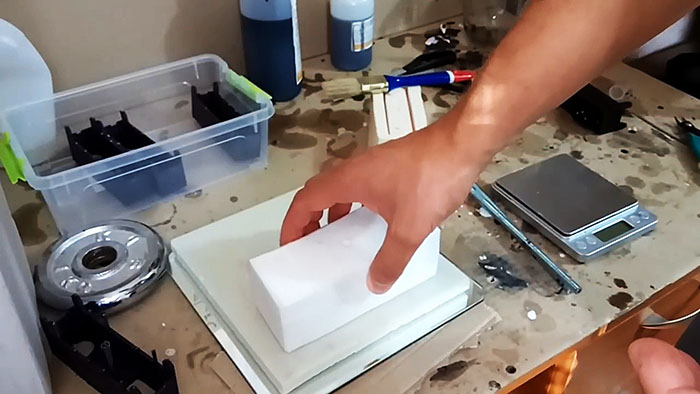
Сверху силиконовую форму придавливаем рассредоточенным грузом (гнетом) весом до одного килограмма. Чтобы заливка литьевого материала протекала аккуратно и быстро, выполняем бумажную воронку. После чего, можно считать, форма подготовлена к литью.

Для заливки берем наиболее дешевый литьевой полиуретан «УНИКАСТ 9» (часть А) и затвердитель (часть Б), которые смешиваем в пропорции 1:0,6.

Для качественного смешения нужны прецизионные весы и пластиковый стаканчик. В основу можно добавить краситель любого цвета, который продается отдельно. На 1 кг полиуретана нужно 90-100 капель красителя.


Наливаем в стаканчик на весах 22 грамма жидкого полиуретана и 13,2 грамма затвердителя и тщательно размешиваем в течение 30 секунд, не более, так как он уже начнет затвердевать. При перемешивании мы почувствуем, что стакан нагревается, значит процесс полимеризации начался. Смесь готова к заливке.
Заливаем микст без перерыва, пока из литников не пойдет жидкий полиуретан. Первичное затвердевание займет минуты две, а полное – 10-15 минут, но лучше подержать заливку в форме 20-30 минут.

Через полчаса начинаем извлекать полиуретановую отливку из силиконовой формы.


Отламываем сперва бумажную воронку с застывшим в ней избыточным полиуретаном, затем излишки, выступившие из литников, вместе с «ножками». Это нам облегчит извлечение отлитого изделия из формы.

Кроме того, силиконовая форма отличается большой гибкостью, что также способствует легкости извлечения отливки из нее без всякого труда.


Остается слегка обработать отверстия, отломать или отрезать литники и просверлить дрелью отверстия. После этого отлитое изделие практически не отличается от мастер-формы.

Сравнение метода литья и 3D печати
Литье по сравнению с 3D печатью – процесс быстротечный. Чтобы напечатать такую коробочку на 3D принтере, понадобится 4,0-4,5 часа. При этом 3D модель часто получается бракованной и все надо начинать сначала. Процесс литья же максимально занимает 30 минут. Следующий момент – это дешевизна. Литье более чем в 3 раза дешевле 3D печати.
Смотрите видео
Источник: sdelaysam-svoimirukami.ru


Average Rating