Выполнить квадратное отверстие в прочных металлах без спецоборудования нелегко. Тем не менее, это можно сделать и на универсальных станках. Но для этого придется заранее смастерить т. н. сверло Уаттса и шаблон к нему.
Понадобится
- токарный и фрезерный станок;
- болгарка;
- напильник по металлу;
- проходные и отрезные резцы;
- спиральные сверла;
- дисковая фреза;
- гаечные ключи;
- оборудование для закалки;
- штангенциркуль;
- смазочно-охлаждающая жидкость.
Также для изготовления сверла Уаттса нужен стержень из быстрорежущей стали, а для шаблона – стальной круг.
Изготовление сверла Уаттса

На заготовке с помощью фрезерного станка НГФ-110 выполняем три продольные канавки. Процесс будет идти с натугой, т. к. характеристики материала твердосплавной фрезы ненамного выше, чем у быстрореза.

Далее зажимаем заготовку с пазами в тиски и выполняем профиль трех режущих зубьев с помощью болгарки, отталкиваясь от прорезей. Затачиваем торец сверла, а боковые грани не точим.


На спецоборудовании для изготовления квадратных отверстий сверло Уаттса не только вращается вокруг своей продольной оси, но и сама ось совершает траекторию, описываемую четырьмя эллипсоидными дугами. Но мы выберем другой путь.


Изготовление шаблона
Вторая деталь – шаблон, в котором будет вращаться сверло Уаттса. В нашем случае диаметр сверла равен 15 мм. Это значит, что квадрат, выполненный им, будет 15×15 мм.
Чтобы убедиться, что сверло Уаттса не заклинит в настоящем шаблоне, в полоску пластика с квадратом 15×15 мм помещаем и начинаем вращать сверло. Оно не должно закусывать и срезать стружку со сторон квадрата.
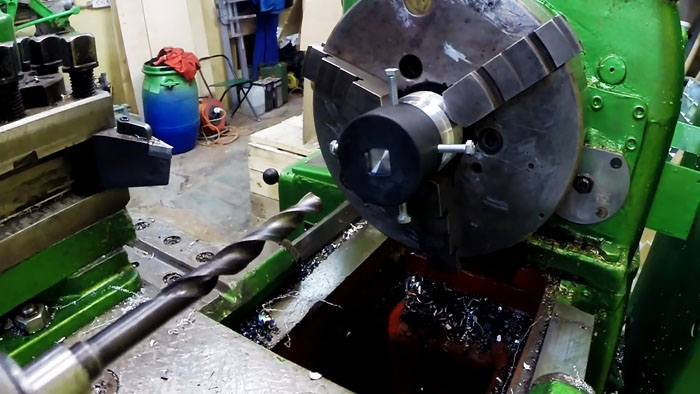
Зажимаем заготовку копира в патрон токарного станка и протачиваем торец. Затем сверлом на 15 мм сверлим по центру сквозное отверстие и рассверливаем его сверлом большого диаметра на нужную глубину.
Проходным резцом доводим внутренний диаметр большого отверстия и протачиваем заготовку снаружи. Ближе к лицевому торцу шаблона сверлим 4 отверстия равномерно по кругу, нарезаем резьбу под болты для закрепления копира на заготовке, в которой будет делаться квадратное отверстие.

Проводим на тыльной стороне заготовки шаблона с помощью чертилки и делительной головки четыре линии, которые, пересекаясь, образуют вокруг отверстия диаметром 15 мм описанный квадрат 15×15 мм.
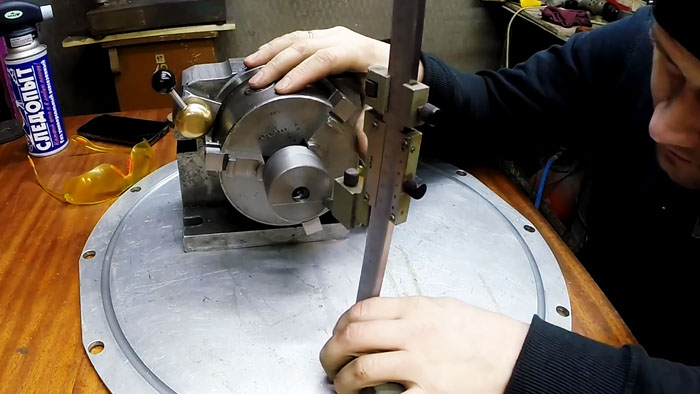
Во внутренних углах размеченного квадрата сверлим тонким сверлом 4 отверстия. Зажимаем чашу-копир в тиски и напильником формируем из круглого отверстия квадратное. Шаблон и сверло Уаттса предназначены для совместной работы.



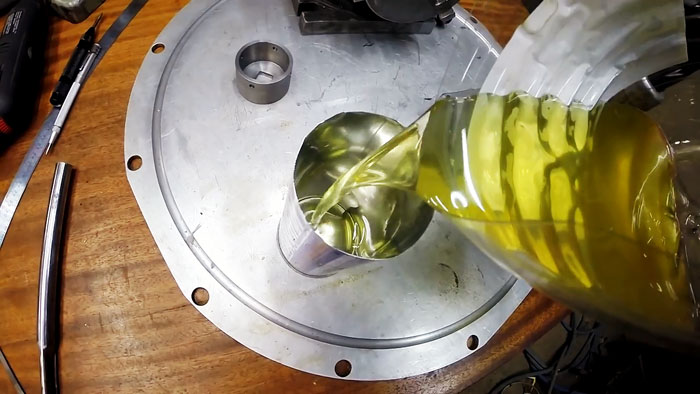
Для закалки шаблон нагреваем в муфельной печи и опускаем в емкость с машинным маслом.

Для меньшего перекоса сверла Уаттса в процессе работы изготавливаем для него удлинитель. Это позволит выполнить квадратное отверстие соосным по длине. Сверло в удлинителе закрепляем двумя болтами.
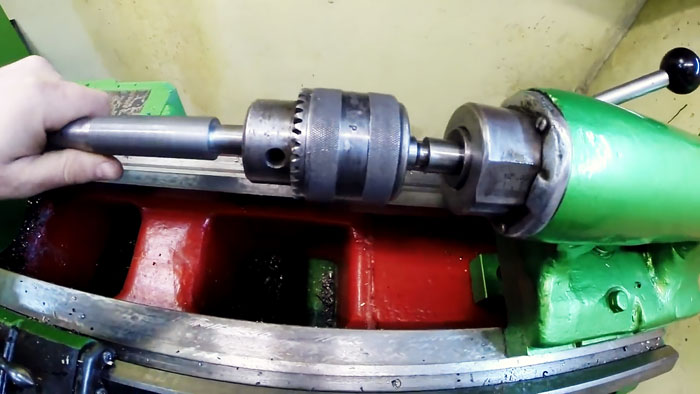
Процесс выполнения квадратного отверстия
Закрепляем сверло с удлинителем в бабке токарного станка. Для проверки инструмента изготовим квадратное отверстие в алюминиевом материале.

Обтачиваем торец и боковую поверхность заготовки.
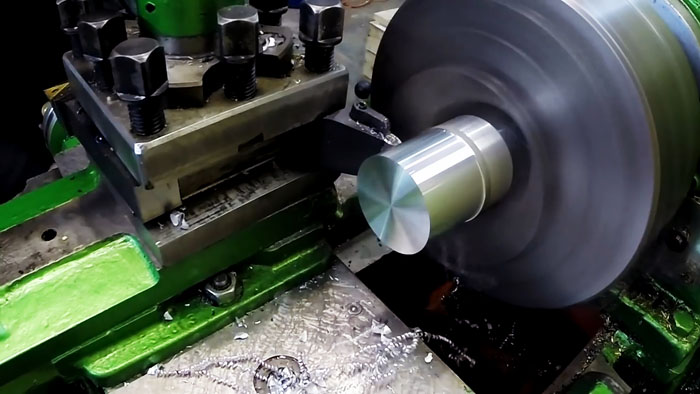
Устанавливаем на заготовку шаблон и выполняем сверлом в месте будущего квадрата небольшое круглое отверстие.

Чтобы смягчить соударения сверла Уаттса с квадратом шаблона, смазываем это место смазкой типа ШРУС.
Заводим сверло в квадрат копира и вращаем заготовку за патрон от руки. Если не ощущается заклинивания или закусывания, включаем станок.
Подаем вперед инструмент, и видим сложные движения, совершаемые сверлом в районе шаблона. Через некоторое время начинается выход стружки, что говорит о том, что процесс пошел.
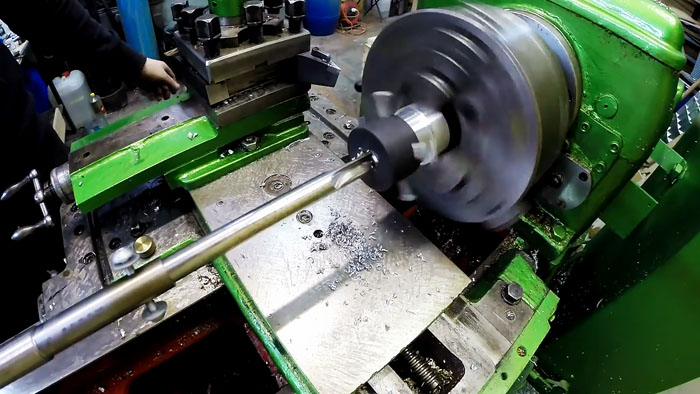
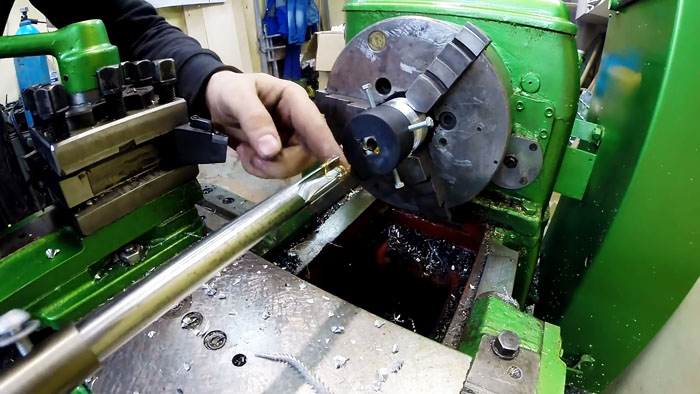
Достигнув желаемой глубины, выключаем станок, отводим бабку с инструментом, снимаем шаблон и отделяем от заготовки отрезным резцом цилиндр длиной около 30 мм.
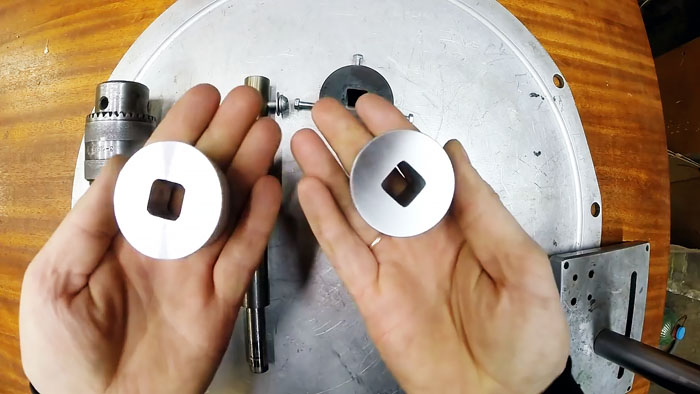
Убеждаемся, что квадратное отверстие выполнено по длине без нарушения соосности и поперечного размера. Первое испытание наши приспособления успешно выдержали.

Приступаем к более сложному процессу – изготовлению квадратного отверстия в стальной заготовке. Также протачиваем ее по торцу и боковой поверхности. Наворачиваем и закрепляем шаблон. Подводим инструмент и начинаем сверление.
О том, что процесс идет, сигнализирует вибрация сверла и появление стружки. Инструмент подаем на те же 30 мм. После чего снимаем шаблон и отрезаем заготовку с полученным квадратным отверстием.
Результаты
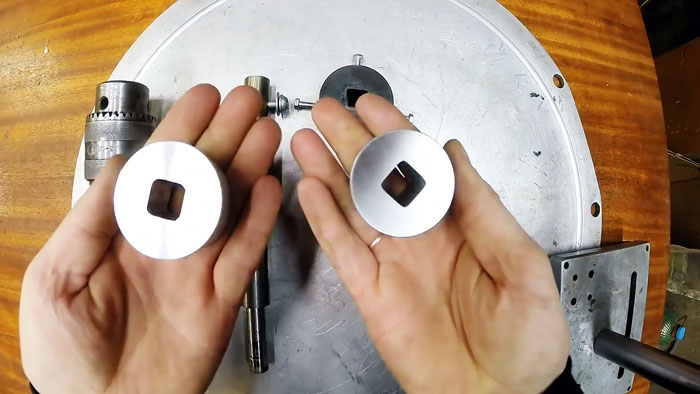
После шлифовки торцов заготовок с квадратными отверстиями, убеждаемся, что они получились качественными в продольном и поперечном направлении, независимо от материала – алюминия или стали.
Сверло и квадрат шаблона также остались целыми и даже не затупились, т. е. они вновь готовы к работе.
Понятно, что под каждый размер квадратного отверстия нужно отдельное сверло Уаттса, а шаблон, если подойти творчески, можно в некоторых пределах сделать универсальным.
Смотрите видео
Источник: sdelaysam-svoimirukami.ru


Average Rating